|
折彎在量產前都需要試模,來確保角度、尺寸符合公差要求,并檢測所排模具的避讓問題。一般使用以下三種方法。
廢料測算法
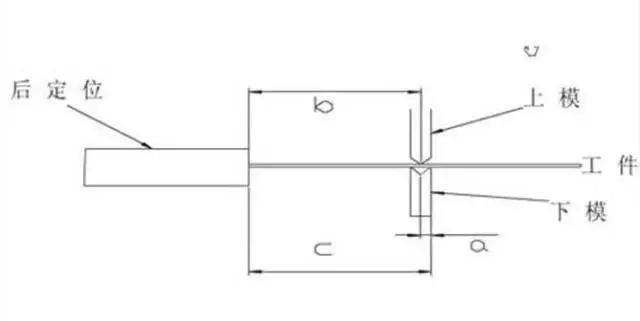
輸入一定的數據用相同厚度材質的廢料折彎一次,根據得到的數據來調節后定位的尺寸(增加或減少),或直接修改數據,也可以輸入補償值(增加或減少),最后得到值與設定值一致。
實際需求尺寸-b=余值,實際需求尺寸-余值=輸入值(b為定位板到折彎刀尖接觸工件的位置之距離),如實際需求尺寸=10mm,b=9.2mm,余值=10-9.2=0.8mm,輸入值=10+0.8=10.8mm;直接在尺寸顯示框里輸入10mm,在a補償值里輸入0.8mm,二者皆可。
模具測算法
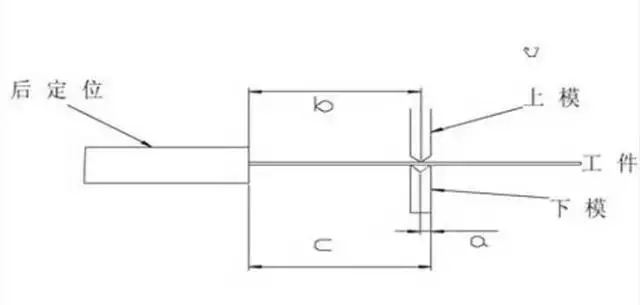
輸入一定的數據用卡尺測算其定位至模具的距離尺寸,用所得到的尺寸減去下模外邊到槽中心的距離尺寸,加上一個材料的厚度和1/2內折彎系數即是所需要的尺寸。
b=c-a,實際需求尺寸=b+1/2內系數+板厚,b為定位板到折彎刀尖接觸工件的位置之距離(如t=1鋼板a=7mm c=15mm b=15-7=8mm 實際需求尺寸=8+0.1+1=9.1mm)。
壓線法
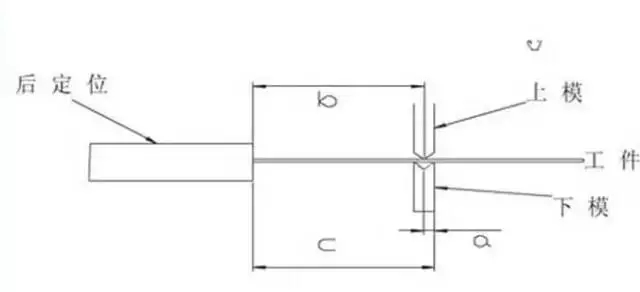
輸入一定的數據用廢料壓線后,用卡尺測量其長度尺寸加上一個材料的厚度和1/2內折彎系數即是所需要的尺寸。(如t=1mm鋼板 b=9mm 實際需求尺寸=9+0.1+1=10.1mm);b為定位板到折彎刀尖接觸工件的位置之距離。
要保證折彎產品的質量,還要保護好折彎模具的質量,建議選擇特制的導軌式折彎模具管理柜,安全存放,取用快捷!
想了解更多的鈑金資訊,請掃描下方二維碼關注鈑金智造聯慧微信公眾平臺。

|